
ホットプレス後処理3D印刷連続炭素繊維強化熱可塑性プラスチック
ホットプレスポストマシニング
| 従来の熱溶解積層法(FDM)は、複雑な構造部品の製造に固有の利点がありますが、この技術を使用して製造されたコンポーネントには、強度が不十分で耐熱性が低いという問題があります。 |
製品の強度を高めるには、軽量で高強度の繊維強化材料を使用することが非常に効果的な方法です。 一部の研究者は、細断された繊維を樹脂材料に混合し、FDM用に繊維強化ワイヤーを処理しました。 このような細断繊維強化ワイヤーに受け継がれる典型的なFDMプロセスには、複雑な地形成分を形成するという利点がありますが、製品の強度の向上はあまり明白ではなく、期待した高い強度要件を満たすことができません。 。 連続繊維強化材料は、細断繊維強化材料と比較して、製品の強度を大幅に向上させることができますが、繊維の連続制限のため、成形方法には複雑な構造部品を形成する能力がありません。
上記の連続繊維強化成形の問題を解決するために、日本の高校の研究者MYとYKは、新しいタイプの押出ノズルの設計と製造を専門としています(図1)。
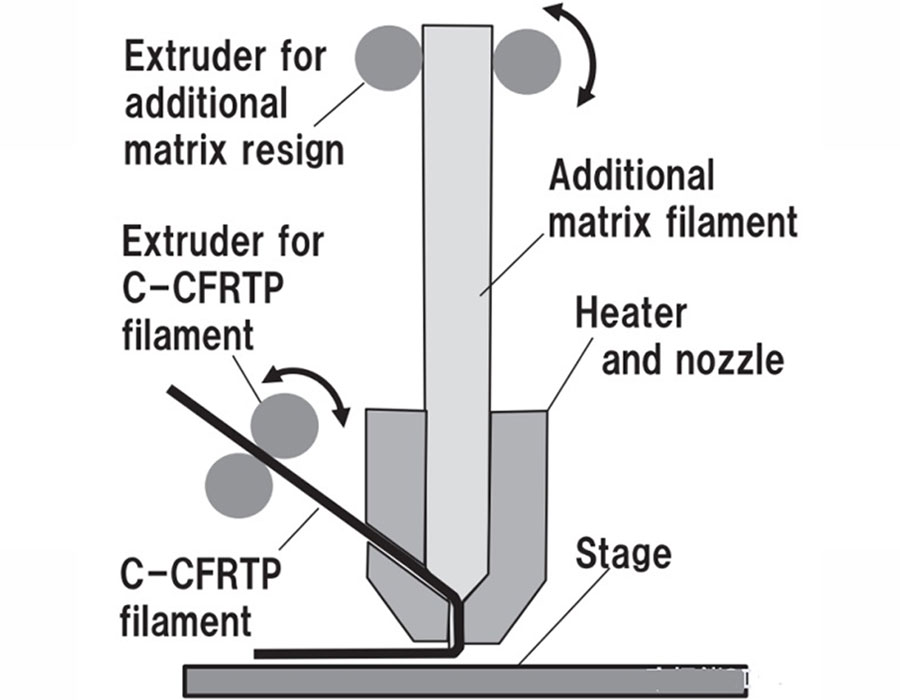
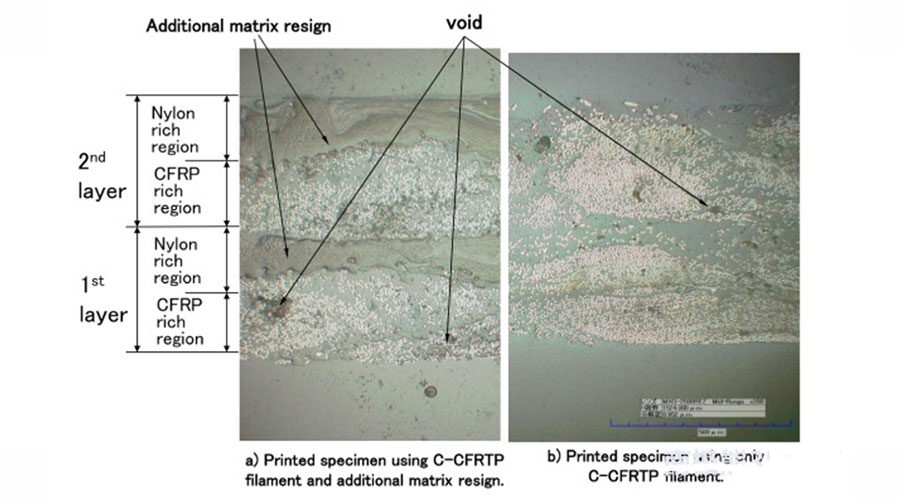
従来の連続繊維強化装置とは異なり、ノズルは6つの供給装置を使用して、連続炭素繊維強化熱可塑性ワイヤーと追加の樹脂ワイヤーの供給を制御します。 彼らが使用している連続繊維強化熱可塑性ワイヤーは、PA0.3で包まれた直径50 mmの炭素繊維製のワイヤーで、炭素繊維の体積含有量Vfは645%に制御され、追加の樹脂材料はナイロン2です。 -ナイロンによって印刷された層の断面図を図XNUMXに示します。単層の下部は連続繊維強化熱可塑性材料であり、上部は追加の樹脂材料です。 図からわかるように、追加の樹脂材料で繊維強化を補うことができます。 素材のガリーは、印刷中のボイドの発生を低減します。
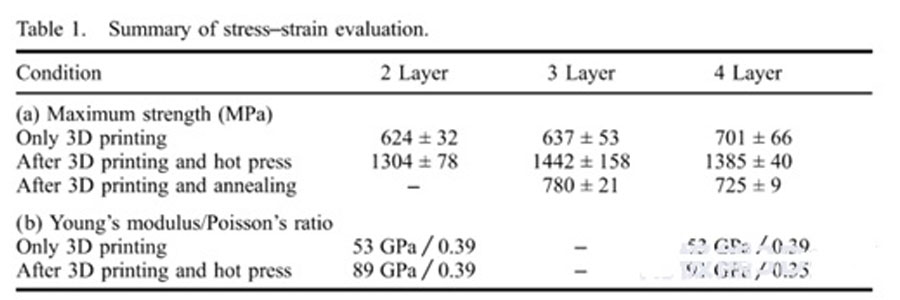
さらに、MYとYKは、彼らが開発した装置を使用して引張試験片を作成し、機械的引張試験を行いました。 試験結果は、サンプルの弾性率Eが53 Gpa、ポアソン比γ0.39、引張強度σb701MPaに達したことを示しました。
MYとYKの観察によれば、成形品の単層に内部細孔が存在することが製品の機械的特性に非常に大きな影響を与えると推測され、その後熱処理プロセスが決定されたと推測されました。サンプルを加熱する材料の性質に応じて。 そして、内部の多孔性を排除するためのホットプレス。 結果は、熱処理がサンプルの引張強度を有意に改善しなかった(20%)が、ホットプレス後のサンプルは、未処理のサンプルと比較して、弾性率および引張強度がXNUMX倍になったことを示した。 研究者は、ホットプレスプロセスが単分子層の細孔を排除し、製品の機械的特性のそのような大幅な増加をもたらすと信じています。
参考文献:山脇正明、&Kouno、Y。(2018)。 三次元印刷およびホットプレス成形によるプリフォームを使用した連続炭素繊維強化熱可塑性プラスチックの製造および機械的特性評価。 Advanced Composite Materials、27(2)、209-219。 土井:10.1080 / 09243046.2017.1368840
この記事へのリンク: ホットプレス後処理3D印刷連続炭素繊維強化熱可塑性プラスチック
転載声明:特別な指示がない場合、このサイトのすべての記事はオリジナルです。 転載元をご記入ください:https://www.cncmachiningptj.com/、ありがとうございます!
 PTJ®は、カスタムプレシジョンの全範囲を提供します CNC加工中国 services.ISO 9001:2015&AS-9100認証済み。 3、4、5軸の高速精度 CNC加工 フライス加工、顧客仕様への旋削、公差+/- 0.005 mmの金属およびプラスチック機械加工部品の対応などのサービス。二次サービスには、CNCおよび従来の研削、穴あけ、ダイカスト,板金 & スタンピング。プロトタイプ、完全な生産実行、技術サポート、および完全な検査を提供します。 自動車, 航空宇宙、モールド&フィクスチャ、LED照明、医療の、自転車、および消費者 電子 産業。 時間通りの配達:プロジェクトの予算と予想される配達時間について少し教えてください。 私たちはあなたがあなたの目標を達成するのを助けるために最も費用効果の高いサービスを提供するためにあなたと戦略を立てます、私達に連絡することへようこそ( sales@pintejin.com )新しいプロジェクトに直接。
PTJ®は、カスタムプレシジョンの全範囲を提供します CNC加工中国 services.ISO 9001:2015&AS-9100認証済み。 3、4、5軸の高速精度 CNC加工 フライス加工、顧客仕様への旋削、公差+/- 0.005 mmの金属およびプラスチック機械加工部品の対応などのサービス。二次サービスには、CNCおよび従来の研削、穴あけ、ダイカスト,板金 & スタンピング。プロトタイプ、完全な生産実行、技術サポート、および完全な検査を提供します。 自動車, 航空宇宙、モールド&フィクスチャ、LED照明、医療の、自転車、および消費者 電子 産業。 時間通りの配達:プロジェクトの予算と予想される配達時間について少し教えてください。 私たちはあなたがあなたの目標を達成するのを助けるために最も費用効果の高いサービスを提供するためにあなたと戦略を立てます、私達に連絡することへようこそ( sales@pintejin.com )新しいプロジェクトに直接。





